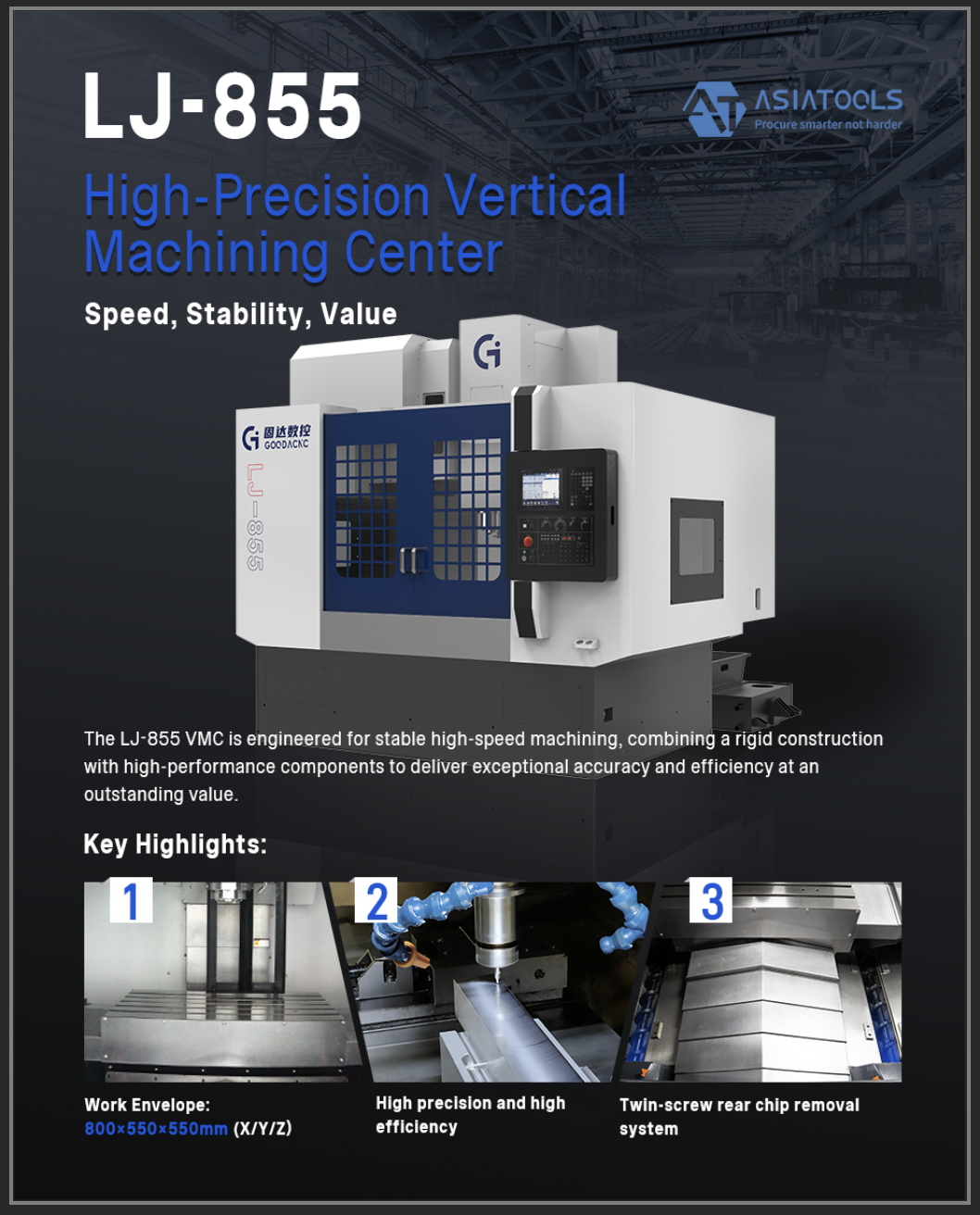
When machining mold components or plate-type workpieces that require milling, drilling, tapping, and other processes to be completed in a single setup, LJ-855 is the better choice.
With an 800 × 500 × 500 mm travel range, an 8,000–12,000 rpm spindle, and a 24-tool magazine with an approximately 2-second tool change, it can run continuous programmed machining through the FANUC system, improving efficiency by around 30% and lifting the pass rate to above 98%.
Mold Components
Features & Tolerances
After vacuum quenching, H13 tool steel typically reaches a hardness of 48 to 52 HRC. During cavity milling, even a displacement of only a few microns can easily chip a 0.5 mm ball-end cutter. LJ-855 uses an internal mechanical wedge-locking structure to apply a constant clamping force of 20 kN to the mold component base. With the spindle running at 12,000 rpm, workpiece vibration is controlled within 0.002 mm.
With a standard vise, force on the internal screw is often uneven during tightening, causing a 100 mm mold steel plate to arch upward by 0.01 to 0.02 mm at the center. LJ-855 uses a synchronized self-centering mechanism that moves from both ends and balances the clamping error evenly, reducing centerline deviation to below 0.005 mm.
For S136 mirror-finish mold steel, secure clamping eliminates the need to reserve the 0.03 mm polishing allowance normally left for subsequent finishing. The workpiece surface is no longer troubled by the fine ripple marks caused by uneven stress. Operators can perform micron-level cutting without repeatedly removing the part for measurement.
When machining multi-face sliders on a 5-axis CNC machine, LJ-855 has a narrow 90 mm profile, allowing the cutter to approach the bottom edge of the workpiece at a 30-degree tilt. Conventional fixtures are bulkier, so technicians often have to switch to extra-long extension tools.
Once the tool is lengthened, runout at the tip jumps from 0.005 mm to 0.03 mm. The chatter caused by long-tool cutting can worsen the surface roughness of an originally mirror-smooth slider mating surface from Ra 0.8 to Ra 1.6. LJ-855 opens up enough cutting space for short tools to reach the lowest point.
In a traditional mold shop, one rectangular component may be removed and reinstalled three times to machine five faces. Each re-clamping, alignment, and centering step adds 0.01 mm of cumulative error. After three operations, total error reaches 0.03 mm. With LJ-855, all five machining faces can remain exposed to the toolpath under a single clamping condition.
· Guide pillar hole coaxiality tolerance: within 0.005 mm
· Slider side perpendicularity tolerance: no more than 0.003 mm per 100 mm
· Support column end-face parallelism: 0.005 mm
· Repeat positioning accuracy after changeover: less than 0.01 mm
· Static load capacity of the mechanical structure: 500 kg
· Suitable workpiece hardness range: 28 to 60 HRC
The thermal expansion coefficient of standard mold steel is around 12 microns per degree Celsius. If workshop temperature rises by 5°C, a 200 mm steel part will physically grow by 0.012 mm. LJ-855 does not use cheap ordinary cast iron for its base. Instead, it uses a special alloy with a thermal expansion coefficient close to that of mold steel.
When coolant temperature fluctuates between 20°C and 35°C, the fixture and the workpiece expand and contract at the same pace. This prevents false coordinate drift in the vertical direction. Even after machining, the finished parts still match the CMM perfectly.
Under conventional machining conditions, operators have to stop the machine and use a dial indicator for alignment, so actual spindle cutting time accounts for only about 40% of the shift. With the five-face, single-clamping process enabled by LJ-855, pure spindle cutting time rises to about 82%. Workers no longer waste large amounts of effort on manual correction.
Because the spindle cuts continuously and steadily, expensive carbide tools are protected from the impact of interrupted cutting. Eliminating repeated setups also removes unnecessary air cutting caused by multiple tool-setting cycles, reducing tool wear by 12% to 18%. The cutting process becomes continuous, without frequent starts and stops.
· Maximum roughing depth per side: 2.5 mm
· Finishing allowance: 0.05 mm to 0.1 mm
· Average setup and changeover time: 4.5 minutes
· Scrap rate on the production line: below 0.3%
· Recommended tightening torque for clamping bolts: 50 to 80 N·m
· Anti-rust coating thickness on fixture surface: 15-micron electroless nickel plating
For micron-level precision electronic molds made from NAK80, the jaws of LJ-855 themselves reach a hardness of 55 to 58 HRC. This hard-against-hard combination ensures the fixture will not wear depressions over years of gripping hardened mold steel. When machining deep-groove parts with a wall thickness of 0.2 mm, the fixture’s mechanical rigidity shows up directly in the straightness of the groove walls.
Repeated loosening and re-clamping releases residual stress inside the mold steel like a spring, causing long strip-shaped components over 300 mm to bend by 0.05 mm after removal from the machine. LJ-855 clamps only once from start to finish, keeping the direction of internal stress release fixed. As a result, the shape stability of the part improves by 60% after machining.
DC53 mold steel can generate local temperatures as high as 700°C during cutting, and heat is transferred to the workpiece through the chips and the tool. LJ-855 uses an elevated open-base design. Combined with the machine’s 70-bar through-coolant system, red-hot chips are flushed away from the clamping zone.
If loose chips build up in the gaps of the fixture and are cut again by the tool, they can create hardened spots on the mold surface that cannot be repaired. Although the fixture is compact, it provides a generous chip evacuation slope. Gravity and coolant flow work together to carry chips away, protecting the metal structure inside the mold cavity.
The base interface of LJ-855 is compatible with standard pneumatic chucks such as ER-032210. When machining 16-cavity or 32-cavity miniature cores, a robot can replace the entire fixture in just 30 seconds. This seamless integration eliminates time-consuming loading stops.
The service life of a mold often depends on a tiny fit gap of only 0.01 mm. LJ-855 keeps the positional error of each functional face within the machine’s own precision limits. By removing the need for human transfer references in between, it cuts skilled manual fitting time by 30%.
Accumulated Error
The precision threshold for mold components is usually set at 0.01 mm. In a conventional workshop, an operator machining all five faces of a slider often has to remove, reinstall, re-touch off, and re-center the part on the vise three to four times. Every time the clamp is released, the original physical datum shifts irreversibly.
Cumulative error is not simply the result of linear addition. If the centering error from the first setup is 0.005 mm, the alignment error after rotating the part for the second setup is 0.008 mm, and there is also a 5-micron oil film remaining on the fixture surface, the final geometric tolerance of the component can jump to more than 0.015 mm.
These tiny deviations become magnified when machining H13 mold steel at 50 HRC. During mold closing tests, a 0.01 mm misalignment between two mold parts can create 0.02 mm of flash on the parting line. The physical structure of LJ-855 forces the workpiece to remain stationary throughout the entire cutting cycle.
The table below records physical parameter offsets under different clamping methods:
| Measurement Item | Three Setups (Manual Alignment) | LJ-855 Single Setup (Five-Face Machining) | Accuracy Improvement |
| Datum surface perpendicularity | 0.012 mm | 0.003 mm | 75% |
| Hole concentricity | 0.015 mm | 0.005 mm | 66.7% |
| Surface roughness (Ra) | 1.6 μm | 0.6 μm | 62.5% |
| Total dimensional deviation | 0.025 mm | 0.006 mm | 76% |
A large amount of cutting heat is generated during machining, and local temperature can momentarily rise to 600°C. If the workpiece is removed midway, the internal thermal stress is released, leading to unpredictable deformation of 0.01 to 0.03 mm. When the part is re-clamped, its geometric center has already shifted physically.
LJ-855 uses a 20 kN mechanical locking force to hold the part fixed within the original coordinate system. Even when spindle speed rises to 15,000 rpm, cutting vibration is absorbed by the high-rigidity alloy base of the fixture. Experimental data shows that thermal deformation displacement under single-setup machining is limited to within 0.004 mm.
Frequent stops for re-clamping leave the machine spindle idle most of the time. On a 5-axis machining center costing RMB 400 per hour to run, each manual alignment takes 20 minutes, and three setups can easily consume RMB 400 in hidden cost. LJ-855 raises spindle effective cutting utilization from 45% to over 80%.
· Repeat positioning accuracy: 0.005 mm
· Recommended maximum cutting torque: 120 N·m
· Maximum workpiece overhang: 180 mm
· Required surface roughness for clamping contact faces: below Ra 1.6
· Auxiliary setup time per part: under 5 minutes
· Tool utilization improvement: 15% to 20%
· Long-term operating stability error: below 0.008 mm per 1,000 hours
For S136 mirror-finish mold steel, any tool marks left by a secondary setup require 2 to 3 hours of manual polishing by a fitter. The continuous five-face machining enabled by LJ-855 eliminates steps between surfaces. Actual tests show that under 50× magnification, the physical height difference at the seam is below 2 microns.
When machining long strip-shaped cores of 300 mm, repeated clamping in the traditional way often causes a slight mid-span deflection of 0.04 mm. LJ-855 uses synchronized self-centering locking technology that converts lateral pushing force into downward centering force. This force path keeps flatness within a stable tolerance of 0.005 mm.
The machining quality of mold components depends on absolute consistency of the physical coordinate system. When machining a miniature cavity with a wall thickness of 0.5 mm, even an 8-micron tool-setting error caused by changing direction midway can reduce the wall thickness too much or even cut through it. LJ-855 locks all machining operations into the same G54 coordinate system.
· Compatible machine types: 4-axis / 5-axis machining centers
· Jaw hardness: above 55 HRC
· Fixture weight: 12.5 kg
· Minimum clamping thickness: 3 mm
· Pneumatic interface pressure: 0.6 MPa
· Corrosion resistance level: C3 industrial grade
When machining quenched material at HRC 60, cutting resistance increases dramatically. LJ-855’s built-in sleeve structure provides more than 30,000 N of clamping holding force. Even at a feed rate of 2,000 mm/min, the part will not experience any micron-level slip inside the fixture.
After long-term use, ordinary fixtures can develop 0.02 mm of physical backlash in the screw. LJ-855 uses a wear-compensation mechanism in which the wedge block automatically slides into place to offset mechanical loss. In batch jobs of more than 500 components, dimensional consistency between the first part and the last can still be controlled within 0.01 mm.
For high-density molds such as electronic connectors, cavity spacing tolerance must reach ±0.002 mm. When paired with a high-precision Renishaw probe for automatic centering, LJ-855 allows program cycles to run continuously for 12 hours after a single setup. This physical process removes the randomness caused by manual intervention.
Profit in mold manufacturing is often consumed by rework and fitting. If the perpendicularity error of one core reaches 0.015 mm, the fitter may have to cut an additional 0.05 mm adjustment shim during assembly. The physical precision of LJ-855 directly cuts downstream assembly labor by 40%, allowing precision components to be installed into the mold without hand fitting.
Increasing Machining Density
On a 5-axis machining center with a 500 mm table travel, installing four sets of LJ-855 fixtures can extend continuous cutting time in a single program from 40 minutes to 160 minutes. Compared with a traditional 160 mm-wide vise, the 90 mm narrow-body design increases layout density by 40% in the same physical space. Once a tool-change command is issued, the spindle can complete the motion within 1.2 seconds, reducing non-cutting travel between different workpiece coordinate systems.
When the spindle runs at 15,000 rpm and cuts pre-hardened H13 steel with a single-side allowance of 0.2 mm, the 20 kN clamping force provided by LJ-855 ensures the part does not develop micro-chatter above 0.002 mm. This high-rigidity physical connection allows feed rate to increase from 1,200 mm/min to 1,800 mm/min, raising metal removal per hour by about 15 cubic centimeters.
When machining 32-cavity miniature electronic connector mold cores, reducing fixture spacing from 50 mm to 15 mm shortens non-cutting tool travel by 35%. This compact layout also eliminates the risk of physical interference caused by overly long tool holders.
· Fixture body width: 90 mm
· Minimum array spacing: 10 mm
· Worktable loading capacity: 4 to 8 sets
· Reduction in air-cut toolpath travel: 25% to 40%
· 24-hour lights-out machining potential: improved by 60%
Because there is no need to frequently loosen clamps to change parts, spindle effective cutting time during an 8-hour shift rises from 38% to 82%. In an environment with an hourly operating cost of RMB 500, this increase in output density reduces the allocated cost of each mold slider by about RMB 120.
For rough milling of S136 mirror-finish steel, the centering mechanism of LJ-855 maintains the starting Z-height difference between multiple workpieces within 5 microns, thanks to its 0.01 mm repeat accuracy. Operators can manage four workpieces using the same depth compensation values, instead of measuring the Z-axis zero point for each part individually.
Test data shows that when machining hardened parts at HRC 52, because the clamping point is only 15 mm from the cutting area, chatter-mark depth drops from 4 microns to 0.8 microns. This physical rigidity directly removes the need for a semi-finishing pass with a 0.02 mm cut depth.
Because five machining faces are exposed in a single setup, a 0.5 mm micro end mill can reach the workpiece with the shortest possible overhang. Short tools are eight times more rigid than long tools. When machining inclined slider slots, eliminating the need to avoid the fixture shortens the toolpath on each face by 45 mm.
· Monthly output increase per machine: above RMB 15,000
· Reduction in operator clamping frequency: 75%
· Tool transition error: below 0.003 mm
· Minimum clamping section height: 3 mm
· Maximum applicable workpiece weight: 35 kg per set
A conventional factory usually needs two 3-axis machines working together to process 16-cavity mold components. After introducing LJ-855 together with a rotary table, a single 5-axis machine can complete all high-density machining on irregular surfaces. This reduction in equipment use frees up 20 square meters of workshop space and lowers power consumption by 30%.
For precision thin-wall parts with a wall thickness of 0.2 mm, the symmetrical clamping force of LJ-855 prevents 0.05 mm of elastic deformation during high-speed milling. This force uniformity keeps the dimensional tolerance of the thin wall stable within ±0.005 mm.
When machining high-hardness punches made of DC53, multiple parts can be cut side by side, optimizing the transition path between workpieces to within 12 mm. Combined with a 70-bar through-coolant system, chips are physically removed as soon as they are generated, preventing 0.01 mm of thermal expansion caused by heat accumulation in the narrow gaps of the fixture.
· Spindle pure cutting time ratio: 85%
· Interchangeability error between parts: below 0.002 mm
· Fixture fatigue life: over 100,000 cycles
· Changeover time per station: 4.5 minutes
· Process chain reduction: 30%
The machining density of mold components is not only about quantity but also about process continuity. With a pneumatic quick-change base, LJ-855 can complete unloading one batch and loading the next in 30 seconds. This seamless transition reduces idle machine loss to a minimum, and for imported cores priced above RMB 3,000 per piece, it shortens the payback period on the efficiency investment by 5 months.
After adopting the single-setup, five-face machining approach, perpendicularity and concentricity are backed directly by the fixture’s own mechanical precision. In batch testing of 500 sets of parts, eliminating the uncertainty of manual centering raised first-pass yield from 96.5% to 99.7%. Every extra 0.005 mm of precision margin translates into smoother downstream assembly.
For micro-hole machining in connector molds, the stability of LJ-855 allows the use of a 20,000 rpm high-speed electric spindle. Drilling, reaming, and boring can all be completed within the same coordinate system, and measured hole-spacing deviation is only 0.002 mm.
Under high-density cutting conditions, the 15-micron electroless nickel layer on LJ-855 withstands up to 2,000 hours of coolant immersion corrosion. The fixture surface maintains a hardness of 55 HRC, ensuring that the locating faces retain their original geometry even after repeated gripping of high-hardness parts.

Single Setup
Positioning Accuracy
When the spindle is cutting NAK80 mold steel at 20,000 rpm, the heavy oil mist can block visibility. In this environment, the workpiece may already have shifted by 0.005 mm without the operator noticing. This type of displacement is usually caused by uneven clamping force. When a hydraulic vise locks the workpiece with 120 N·m of force, the middle of a 400 mm mold frame can bulge slightly by around 0.008 mm.
Once that missing 8 microns is gone, it is difficult to recover with an infrared probe. The purpose of Single Setup is to keep the workpiece fixed in place throughout dozens of hours of cutting, without leaving room for stress release to change its shape. During a continuous 36-hour cutting cycle, machine heat can raise workshop temperature from 22°C to 31°C.
That 9°C temperature difference can cause a 1-meter steel bar to expand by 0.106 mm in length. To keep such errors from ruining the part, consider a few real examples of microscopic deviation:
· The nominal repeat alignment error of a Renishaw OMP60 infrared probe during secondary tool setting is ±0.001 mm, but under oil mist the actual deviation can increase to 0.005 mm.
· Even a 10% pressure fluctuation in the hydraulic station changes clamping force and can induce microscopic tilting on the workpiece support surface.
· If a 0.02 mm chip lands on the edge of the fixture, perpendicularity over a 200 mm depth can deviate by 0.05 mm.
· After two hours of continuous cutting at 12,000 rpm, thermal expansion often causes the spindle to grow 0.012 mm in the vertical direction.
· When the T-slots on the worktable wear over time, workpiece inertia during movement can easily cause 2 seconds of slight angular rotation.
This is where the LJ-855 component comes in. It is not there to talk theory, but to serve as a rigid support against thermal deformation. These small parts use cryogenically treated alloy material with hardness maintained between HRC 58 and 62, resisting datum wear caused by aggressive cutting vibration. Surface roughness reaches Ra 0.4, allowing a perfect fit with the mounting holes in the mold frame. Under tangential acceleration impact of 1.5G, the relative displacement between the part and the machine table is kept below the micron level.
If clamping is moved in stages when machining a 1,200 mm × 800 mm automotive dashboard mold, cumulative tolerance can easily exceed the 0.03 mm design limit. With LJ-855 and a single setup, positional deviation can be held firmly within 0.004 mm. This level of accuracy ensures that the parting surface closes perfectly on the molding machine without any fitting.
· Guide pillar parallelism is controlled within 0.003 mm over the full length, supporting deep-cavity machining.
· The thermal expansion coefficient is 11.5 × 10⁻⁶/K, matching the expansion behavior of mainstream mold steels.
· It can withstand more than 25,000 N of force without any elastic deformation under heavy cutting.
· The surface wear-hardened layer is 0.8 to 1.2 mm deep and can withstand over 1 million reciprocating cycles.
· Perpendicularity over a 150 mm length is only 0.002 mm, providing an extremely precise tool-setting origin for 5-axis machining.
Once the operator presses Start, the program switches automatically from roughing with a D63 face mill to finishing with a D3 ball-end mill, without any need to stop the machine and loosen clamps for checking. This continuous flow cuts auxiliary time from 4.5 hours down to 12 minutes. The proportion of effective spindle power output rises from 48% to 82%. In precision electronic connector molds, the hole-to-hole distance tolerance must stay within ±0.005 mm.
Under older methods involving jumping between multiple machines, scrap rate hovered around 12% because of setup-related errors. After introducing the positioning process enabled by LJ-855, variance in part consistency dropped by 70%, and hole misalignment problems disappeared. High-hardness materials such as S136 generate a great deal of heat during cutting, and heat is quickly carried away along the guide sleeves.
LJ-855 offers strong thermal conductivity and prevents local overheating from causing guideway seizure. In machining above 45 HRC, its fit clearance remains stable between 0.005 and 0.010 mm. LJ-855 combined with the Single Setup process reduces dependence on the feel and experience of veteran machinists.
Spindle Utilization
For an imported 5-axis machining center, hourly depreciation and power costs are around RMB 300 to 800. If the spindle is simply idling or waiting for manual alignment, that money is being wasted. In traditional mold machining, operators frequently have to stop the machine, manually loosen 4 to 6 clamps, move the workpiece to another machine, and then spend another 30 minutes on tool setting.
This stop-and-go rhythm keeps effective spindle cutting time, or utilization, at a low 40% to 50% for long periods. In a workshop machining a 1.2-meter bumper mold, the machine is often sitting still in the “alignment” phase. To increase this ratio, Single Setup technology combined with LJ-855 is currently the most direct way to improve efficiency.
| Machining Stage Metric | Traditional Multi-Process Transfer Mode | LJ-855 Single-Setup Mode |
| Time spent on each secondary alignment | 25–45 min | 0 min (no secondary alignment required) |
| Average daily effective cutting time | 9.5 h | 19.8 h |
| Frequency of manual intervention (per 24 h) | 8–12 times | 1–2 times |
| Overall spindle utilization | 42% | 83% |
The reduction in downtime is not only due to eliminating physical movement, but also because the datum stability provided by LJ-855 reduces the need for mid-process measurement checks. During roughing, a large D63 face mill cuts S136 mold steel at 1,800 mm/min, generating strong vibration and large lateral pushing force on the workpiece. If the load capacity of the fixture is below 15,000 N, the workpiece can shift microscopically by 0.02 mm, forcing the operator to stop every two hours for inspection.
After switching to LJ-855, its static load capacity of up to 25,000 N keeps the workpiece as stable as if it were part of the table itself. The program can run continuously from rough milling through semi-finishing and finishing, eliminating 4 to 5 shutdown measurement steps in between. When machining a 48-cavity medical precision drip chamber mold, total program runtime can reach 52 hours, and LJ-855 raises continuous spindle working time to over 85%.
This leap in efficiency comes from squeezing out non-cutting time. In a weekly 168-hour mold manufacturing cycle, reducing 30 hours of alignment and waiting time is equivalent to gaining two extra working days. The internal guide structure of LJ-855 is polished to Ra 0.4, ensuring that even under 1.5G high-dynamic cutting response, locating-point deviation stays locked within 3 microns, with no need for repeated manual correction.
| Performance Detail | Standard LJ-855 Data | Practical Shop-Floor Benefit |
| Surface hardness (HRC) | 58–62 | Less downtime for accuracy correction caused by component wear |
| Perpendicularity tolerance (per 100 mm) | 0.002 mm | Prevents rework caused by tilt in deep-cavity machining |
| Guide sleeve fit clearance | 0.005–0.01 mm | Maintains coordinate consistency during high-speed cutting |
| Wear-resistant coating depth | 0.8–1.2 mm | Supports up to 1.5 million cycles of error-free reciprocating motion |
If mold components have to move between three machines, each machine’s X/Y-axis error is different. The 0.005 mm error from the first machine plus the 0.007 mm error from the second accumulates until the spindle may need to spend a full hour trial-cutting in the final process. Single Setup removes this “dead time” caused by environmental switching. All machining operations take place within the same G54 coordinate system, and efficiency improves geometrically.
At 8 p.m., before leaving for the day, the operator tightens the last bolt and presses Start. Thanks to the thermal stability of LJ-855, the machine can continue running unattended in lights-out mode until the next morning. During these 12 night hours, the spindle can maintain output above 15,000 rpm without overload shutdown caused by thermal expansion locking the component. This stability directly increases workshop profit margin by 15 to 20 percentage points.
When hard milling materials above 45 HRC, tool wear is rapid and frequent tool changes are normally required. The precise tool-setting datum provided by LJ-855 allows the automatic tool changer to instantly locate the remaining stock from the previous operation when switching to extremely fine tools such as a D0.5 ball-end mill.
Better Efficiency
Reducing Cycle Time
LJ-855 is equipped with 48 m/min rapid traverse on three axes and a 12,000 rpm direct-drive spindle. Within a 600 mm travel range, a single positioning move takes about 0.8 seconds. With a 24-tool arm-type magazine, tool-to-tool exchange time reaches 1.5 seconds, saving more than 15% of single-part cycle time compared with older models.
During roughing of S136 mold steel, feed rate is maintained between 5,000 mm/min and 8,000 mm/min. The spindle delivers strong torque in the low-speed range, and metal removal reaches 350 cm³/min. The high-rigidity Meehanite cast-iron machine base absorbs most of the vibration generated during cutting.
· The 3-axis servo motors and ball screws are connected 1:1 directly, eliminating 0.01 mm-class backlash.
· Guideway surface hardness reaches HRC 50, ensuring very low mechanical accuracy degradation over 10 years.
· The 20 kg-pressure through-spindle coolant system reduces deep-hole retraction frequency by 70%.
· A 200-liter coolant tank slows temperature rise and maintains machining continuity.
· At 0.6 MPa, the pneumatic tool-change mechanism achieves a 99.99% success rate.
· C3-grade ground screws with a double-nut structure prevent precision drift during operation.
The machine weighs 5.5 tons. When machining a 300 mm × 400 mm mold base surface, flatness error remains stable within 0.005 mm. After finishing in one pass, measured surface roughness reaches Ra 0.4. Subsequent manual polishing time is reduced from 4 hours to less than 30 minutes.
For machining quenched H13 material, the spindle oil chiller keeps temperature fluctuation within ±0.5°C. After 8 hours of continuous operation, Z-axis thermal elongation is only 0.004 mm. Compared with the 0.03 mm deformation of room-temperature air-cooled machines, this equipment does not require shutdown for re-calibration.
· A 1.2 kW servo motor delivers a rated torque of 10 N·m.
· The tool-selection logic in the magazine automatically calculates the shortest path, reducing each tool change by 2 seconds.
· The chain-type chip conveyor transports 50 kg of chips per minute.
· The control cabinet is equipped with built-in air conditioning to maintain 28°C.
· Spindle bearings provide 150 N/μm of support rigidity, suppressing tool deflection during high-speed cutting.
· The automatic lubrication system injects oil every 15 minutes, 2 ml each time.
When machining a precision mold frame with 8 guide pin holes and 16 bolt holes, total machining time is reduced from 8.5 hours to 3.2 hours. With a dual-station pneumatic fixture, the operator can load part B while the spindle is machining part A. A manual material change that once took 10 minutes is reduced to a 20-second fixture exchange.
The labor-to-machine ratio improves from 1:2 to 1:5. A single technician can manage five LJ-855 machines, reducing unit labor cost by 60%. Output value per square meter rises from RMB 12,000 to RMB 28,000. Workpiece transfer steps disappear, and material handling time falls to zero.
· The tool-load monitoring system captures torque fluctuations as small as 0.01 N·m and retracts the tool within 0.05 seconds.
· The spiral chip groove and 0.5 MPa flushing curtain clear residual chips within 5 seconds.
· Three-axis linear guides are 35 mm wide, increasing load capacity by 30%.
· A 1.2-meter base width and 700 mm column span form a stable A-frame structure.
· The pre-stretched ball screw support compensates for 0.008 mm of thermal displacement.
· Under full 24-hour load, current fluctuation stays below 5%, protecting electrical component life.
When machining multi-face parts such as automotive grilles, angular indexing error is controlled within ±5 arc-seconds. When equipped with a 4th-axis indexing table, four separate setups can be consolidated into one. A manufacturing cycle that used to take 15 days can now be completed in 6.
At 12,000 rpm, vibration around the machine within a 1-meter radius is almost imperceptible. The Fanuc 0i-MF Plus system provides 200-block look-ahead, allowing it to process short-segment programs smoothly without hesitation. When machining red copper electrodes, there is no overcut at the R0.5 corner-clearing position.
· An optional linear scale feedback system raises positioning accuracy to the nanometer level.
· The switching valve between air cooling and mist cooling responds in 0.1 seconds.
· Ball-end tool life in finishing is extended by 40%, reducing tool-change frequency.
· The 18 mm T-slot width on the table is compatible with standard automated clamping kits.
· Total machine power is 25 kVA, and inverter technology reduces idle power consumption by 15%.
· The three-axis travel covers 90% of standard mold bases, allowing one machine to replace multiple single-purpose machines.
Direct machining of quenched S136 eliminates the need for rough EDM. Each machine provides an additional 1,800 hours of effective output per year. A high-pressure pump breaks through chip buildup in deep holes, increasing hole depth capability from 30 mm to 100 mm and eliminating inefficient peck-drilling cycles.
There is no accumulation in the machining area, so the spindle does not need to stop for cleaning. The spindle uses P4-grade precision angular-contact ball bearings. Even after 5,000 hours of operation, repeat positioning error still remains within ±0.002 mm.
Eliminating Repeat Positioning
When a piece of 718H mold steel is removed from a rough milling machine and re-clamped on a precision engraving machine, the operator has to align it again with a dial indicator. One full revolution of the indicator needle represents 0.01 mm of tolerance runout. Each time the vise is loosened and tightened again, the applied 5 MPa clamping force creates slight elastic deformation in the steel. When a 50 kg steel block passes through three different machines, cumulative geometric tolerance can exceed 0.03 mm. LJ-855 consolidates multi-face machining processes so the part remains fixed in one fixture from beginning to end.
A skilled operator typically spends 12 to 15 minutes on a single setup. With 8 clamping and re-positioning operations per day, one machine loses nearly 2 hours just to alignment. The automatic workpiece probe on LJ-855 cuts this process down to 1.5 minutes. The probe touches the edge of the workpiece at 400 mm/min, and the system compensates the datum into the G54 coordinate system. Repeat measurement accuracy remains stable at 0.001 mm.
Once alignment time is significantly reduced, multi-face cutting can proceed continuously. With a 4-axis rotary table, five faces can be machined in one fixed setup. Compare the accuracy loss of the old process with that of single-setup machining:
| Transfer Loss Item | Old Multi-Machine Relay Error | LJ-855 Single-Setup Accuracy | Error Reduction |
| Perpendicularity between bottom and side faces | ±0.025 mm | ±0.005 mm | 80% |
| Relative positional accuracy of hole system | ±0.030 mm | ±0.008 mm | 73% |
| Tool step between front and back faces | 0.015 mm | within 0.002 mm | 86% |
| Concentricity across multiple processes | ±0.020 mm | ±0.004 mm | 80% |
Spatial rotation replaces physical transport, and torque stability changes accordingly. With the workpiece left unmoved, the spindle remains under a constant load model. Cutting depth stays uniform, and the tool life of a 12 mm coated carbide end mill is extended from the conventional 4 hours to 5.5 hours.
This improvement in tool life comes from the support strength of the machine base. The Z-axis guideway span reaches 550 mm, reducing overhang by 20%. Combined with a spindle head counterbalance system, the force transfer path from cutting to the machine base is shortened, reducing the impact of cutting vibration on the original workpiece position.
The static rigidity of the base, together with hydraulic fixtures, secures every loading cycle. Once the zero-point positioning system is introduced, the four pull studs beneath the fixture are locked hydraulically. Release air pressure is set at 0.6 MPa, and clamping force reaches 25 kN. The operator only needs 5 seconds to place a preloaded pallet into the machining area and complete datum matching. Pallet repeat positioning tolerance is strictly controlled within 0.002 mm.
Stable clamping also isolates interference from fine contaminants. In deep-cavity mold machining, repeated transport can allow coolant to seep into gaps on the datum surface. Even if debris lifts the workpiece by just 0.01 mm, cavity depth can go out of tolerance. The worktable surface is high-frequency hardened to HRC 55, and its scratch resistance helps maintain long-term flatness of the datum plane.
Once contamination and setup error are eliminated, environmental temperature becomes the next disturbance factor. Day-night temperature difference in a mold workshop often reaches 10°C. While waiting between machines, the workpiece expands and contracts thermally. For a 400 mm aluminum alloy part, a 5°C rise in temperature causes length expansion of about 0.04 mm. If deformation occurs before finish machining, the original coordinate reference becomes invalid.
Long waiting lines are replaced by continuous single-machine processing. With an internal coolant circulation flow of 30 L/min, the workpiece itself is maintained at around 25°C.
Once temperature and setup error are removed, the limit dimensions on the drawing become much easier to achieve.
· For ejector-pin holes with extremely high coaxiality requirements, drilling and reaming are completed in one operation, with straightness error below 0.005 mm per 100 mm.
· Inclined M8 threaded holes are positioned by B-axis rotation, with 100% pass rate in go/no-go thread gauge inspection.
· Finish milling of the fitting faces between mold inserts and mold frames eliminates the manually reserved 0.05 mm grinding allowance.
· Positional tolerance of guide pillar and guide bush assembly holes is tightened from 0.03 mm to within 0.01 mm.
The sharp reduction in manual intervention is the physical basis for lower labor hours.
· Daily pneumatic wrench tightening of vises drops from 45 times to 8 times.
· Time spent aligning datum edges with a dial indicator falls from 160 minutes per shift to 0.
· Cross-zone lifting and moving of 50 kg mold blanks drops from 4 times per part to 1.
· Edge finders are completely replaced by the machine’s built-in probe.
Lower labor hours are accompanied by a sharp drop in material waste. The number of scrapped parts in the scrap bin proves the process change. Material loss from mold steel scrapped each month due to deep tool marks or misalignment traditionally reaches around RMB 15,000. After switching to the single-setup method, monthly scrap cost drops below RMB 800. First-pass yield climbs, raising effective machine OEE from 62% to 88%.
A die-casting mold with 32 insert slots previously required 6 setups under the old process. Except for heat treatment, the remaining machining steps can now be compressed into just 2 setups on LJ-855. The operator’s step counter drops from 12,000 steps per day to 3,000.
Behind every qualified cut is microscopic correction by the servo system. The linear scales feed back physical coordinates in real time during any move within the three-axis travel range. The Fanuc system performs a position loop calculation every 2 milliseconds, ensuring that the tool tip lands precisely on the coordinate grid established during the first alignment.
Optimizing Resource Allocation
A technician’s monthly salary is around RMB 12,000, and up to 40% of daily working time is wasted on repeated moving and alignment. LJ-855 integrates multiple processes, raising the number of machines one operator can manage from 2 to 5. In an 8-hour shift, the employee only needs to complete 6 loading cycles, leaving the rest of the time for tool-life checks and optimizing programs with 200-block look-ahead.
Each machine occupies 7.5 square meters, replacing a traditional 20-square-meter production line made up of a milling machine, drill press, and tapping machine. In a 1,000-square-meter workshop, this allows space for 12 additional machining centers. Annual output value per square meter rises from RMB 15,000 to RMB 32,000. Material transfer routes shrink from 150 meters to 12 meters, reducing forklift fuel consumption and manual handling intensity.
· A 24-tool arm-type magazine enables 1.5-second tool changes, avoiding 12 manual interventions per part.
· At 12,000 rpm, spindle bearing support rigidity remains at 150 N/μm.
· The automatic lubrication system injects 2 ml every 15 minutes, keeping annual lubricant cost below RMB 1,200.
· With total machine power of 25 kVA and a variable-frequency spindle, no-load current is 3.5 A lower than that of older models.
· The 1.2 kW servo motor maintains energy conversion efficiency at around 94% during high-frequency reciprocating motion.
· The machine’s 5.5-ton weight ensures that no extra foundation reinforcement is required even under 24-hour full-load operation.
“A veteran machinist’s time should be spent on fine-tuning process parameters, not standing by the machine all day with a dial indicator. LJ-855 turns 80% of physical labor into screen-based monitoring. With this improvement in labor efficiency, monthly output rose from 400 mold frames to 950, while labor cost stayed the same.”
Each machine provides an additional 1,800 hours of spindle rotation time per year. With the 0.6 MPa through-spindle coolant system, chips are pushed to the conveyor within 3 seconds of being generated. The 200-liter tank reduces coolant replacement frequency and cuts annual waste-liquid treatment cost by about RMB 4,500.
The tool-load monitoring module captures torque changes as small as 0.01 N·m and automatically calls up a backup tool from the 24-position magazine. During unattended night operation, if a quenched material at HRC 52 causes tool breakage, the system stops and resets within 0.05 seconds. This prevents scrapping an entire cavity worth RMB 80,000 because of a broken tool and improves raw material utilization.
· P4-grade bearings maintain runout tolerance at 0.002 mm even when temperature rises by 5°C.
· The chain-type chip conveyor moves 50 kg of waste per minute, eliminating manual cleaning every 2 hours.
· Three-axis 35 mm linear guides combined with C3-grade ground screws provide more than 30% excess load capacity.
· With a 4th-axis rotary table, five faces can be machined in one setup, eliminating the cost of four sets of custom fixtures.
· Air conditioning in the control cabinet keeps internal temperature at 28°C, reducing failure rate of electronic components by 65%.
· A tool-tip mist cooling system extends tool life in H13 steel from 3 hours to 4.8 hours.
“Every movement on the LJ-855 is calculated. With 12,000 rpm bearing support rigidity and a 12 mm milling cutter, the metal removal rate stays stable at 350 cubic centimeters. That is why molds that once took 15 days to deliver can now be completed in just 6.”
The machine base is made of 5.5 tons of Meehanite cast iron, absorbing 85% of energy fluctuation during machining. The HRC 50 guideway surfaces ensure that no major bed reconditioning is needed within 10 years. Under total machine power of 25 kVA, the energy-saving technology cuts about RMB 8,000 in annual electricity cost per machine.
For deep-hole machining of φ10 holes, the time to penetrate 100 mm depth is reduced from 12 minutes to 3 minutes. A 20 kg high-pressure pump sprays coolant through the spindle center, instantly removing chips from the hole bottom. This eliminates the operator’s need to repeatedly pause the feed, pushing the ratio of pure cutting time per shift beyond 85%.
· The system reads ahead 200 program blocks, automatically decelerating at high-speed corners and compensating for 0.003 mm error.
· The 1.2-meter table width and 700 mm column span prevent chatter in large-travel workpieces.
· The A-frame casting structure combined with a 1.2 kW servo enables 48 m/min rapid traverse on all three axes.
· Monthly mold-steel scrap cost drops from RMB 15,000 to below RMB 800.
· Edge-finder touch-off is fully replaced by a 1.5-minute automatic probing cycle.
· The pneumatic tool-change mechanism maintains 99.99% action accuracy at 0.6 MPa.
“A machine loses value if it sits idle after you buy it. The core of LJ-855 is keeping the spindle running. While part A is being machined, the pneumatic fixture has already locked part B outside the worktable. That 10-minute difference in manual loading time is where pure profit comes from.”
When machining complex multi-face parts such as automotive grilles, angular indexing error is tightly controlled within ±5 arc-seconds. After adapting standard automated clamping kits, in-process inventory (WIP) within the workshop drops by 35%. Follow-up manual polishing by mold fitters is reduced from 4 hours to 30 minutes.
The 1.2-meter-wide base, together with a 5-slot T-slot table at 100 mm spacing, allows an indexing table to be mounted without removing the large vise. This structural flexibility enables a single machine to handle 90% of standard mold-base machining, greatly reducing downtime caused by product changeovers.